- 全国服务热线: 186-8222-1286 业务邮箱:sell@gjs123.cn


ABOUT US
背景:
随着技术的发展与生产力的提高,市场的需求逐步多样化,企业的竞争方式发生了极大的变化,由“大”吃“小”向“快”吃“慢”转移。在多品种小批量的环境下,流水线由于其专业分工过细的原因,造成对订单的响应速度慢,效率损失严重,在此情况下,高健盛公司认为,可以凭借Cell生产模式的灵活性与高效性得以迅速发展和推广,在本案例中,管理咨询公司将Cell生产模式引入电视机的生产中,结合电视机的生产特点,建立起适用于全尺寸的电视机生产Cell精益布局。

一、问题描述
某公司作为液晶电视的生产基地,客户主要以海外客户为主,生产线为传统流水线,高健盛公司经过现场调研分析后发现,该公司在生产中有着如下特点:
①、订单产品规格多变,且多为小批量订单,产线换线频繁;
②、生产完全根据订单进行,不能提前生产进行储备;
③、订单交期较短,对生产执行效率要求高;
④、产品状态多,SKD、CKD占订单比例高,造成线体资源浪费严重。

订单批次分析
通过图1订单的分析可以看出,该公司的订单量主要以小批量订单为主,仅200台(约1小时产量)以下订单占整体订单量40% ,在生产过程换线频繁,换线损失严重。
通过图2可以看出,除去CKD(全散件,以零部件形式出货)外的订单,超过一半的产品为SKD产品(半散件组装,仅部分零部件组装且无需老化测试),由于现该公司无针对SKD产品的生产线,SKD的产品亦安排在一般的流水线上生产,造成了线体资源的闲置与浪费,间接增加了产品的制造成本,影响企业的竞争力。
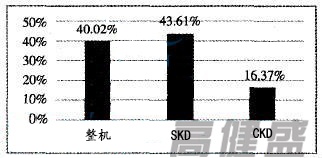
图2 产品状态分析
综上, 由于传统流水线该公司小批量订单中存在的诸多问题,在该公司导入Cell生产模式成为了必然且必需的选择。
二、Cell布局方案设计
现平板电视的主要零部件如图3:
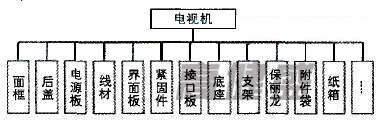
图3 平板电视组成
从制造流程划分,平板电视可以划分为:

图4 电视机生产流程
由于现有市场的变化,客户需求主要以大尺寸产品为主,为了最大程度的满足订单并适应未来的产品需求,在本案例中将Cell线定位于生产大中尺寸产品(最大可兼容至60吋液晶电视)。

由于大尺寸产品的固有特性,部分零部件外观尺寸较大(以60吋为例,外观尺寸约1400mm*850mm ),加工较困难,尤其在产品上下线处,单人很难独立完成作业,需要人员配合,基于人员利用率最高与操作便捷性考虑,将需要多人协作的岗位进行剥离,有专人完成相关作业;另外,由于现有电视机测试设备的成本较高,考虑线体投资因素等,将安规测试与端口测试等分离;综上,制定大尺寸电视机Cell线加工流程,以提高人员利用率的同时降低线体投资,实现资源利用最大化。
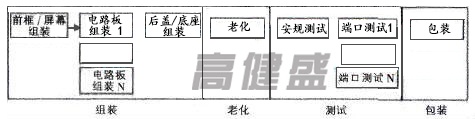
图5 电视机Cell线加工流程
参考原有流水线的加工工序时间(见图5),根据瓶颈工序的节拍,对产品的各个加工工序进行工序的重新组合与优化,确定Cell线各段工位数及其配置如表1:
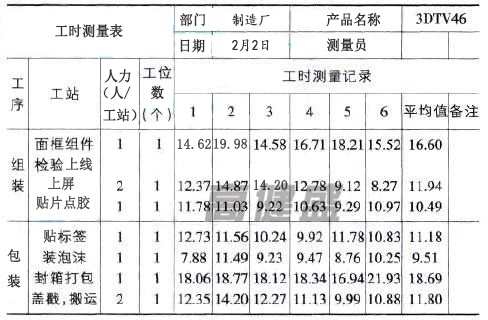
表1 流水线生产各工序标准工时确定的各段配置如下,1个屏幕上线工序,完成屏幕上线、前框上线等作业,由4个Cell组装工序完成电源板、界面板等内部元件装配,由1个后盖紧固工序进行后盖上线及螺丝锁附作业,再进行统一的产品老化,待老化完成后进行安规绝缘耐压测试,再由3个端口测试岗位进行电视机端口及其输入输出信号的测试,最后再进行统一的包装;当产品间存在差异时,各工序节拍不匹配时,通过对工序内的作业内容进行调整,使其满足线体整体节拍要求,保证生产效率,减少浪费。

图6 Cell各段配置
最后,将生产线U形化,使得生产投入点与产品取出点尽可能接近,从而减少物流搬运动作与距离,同时节省对场地空间的占用, 形成最终方案如图7所示:
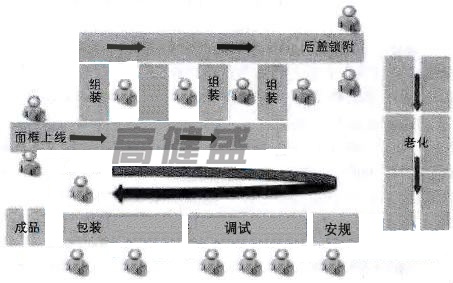
图7 Cell布局实施方案

三、Cell 实施效果
通过建立Cell线体,不仅满足了客户多样化的需求,而且线体长度较传统流水线有了很大程度的缩短,提高了线体的维护性,换线时间亦随之缩短,线体柔性大幅提升;同时,通过将线体U形化,在满足生产的前提下,场地占地面积减少,为将来线体扩建预留了空间。

表2 Cell线实施前后对比

四、项目总结
在多品种小批量的生产中,Cell线较传统流水线相比,在灵活性、高效性方面有着其先天的优势,另外在Cell线操作中,员工需要完成多项作业甚至全部的作业,可以有效的提高员工的操作技能,提高其归属感,减少人员的流动率。另一方面,对于Cell线生产而言,无论在人员管理、物料配送、生产计划管理方面均较传统流水线有较大的差异,对工厂管理人员的管理水平也提出了相应的要求,在生产管理方面,需要现场管理人员摒弃原有的管理思路,不断的创新、尝试、突破。




